±0 プラスマイナスゼロ リフレクトヒーター電気XHS-Z310-PC
(税込) 送料込み
商品の説明
±0 プラスマイナスゼロ XHS-Z310-PC
リフレクトヒーター
自動首振り機能付き
400wで1000wの暖かさだそうです
color: ピンクベージュ
200w-400wの切り替え可
首振り、固定の切り替え可
タイマー 1h.2h.4h
1シーズンしか使用していません。
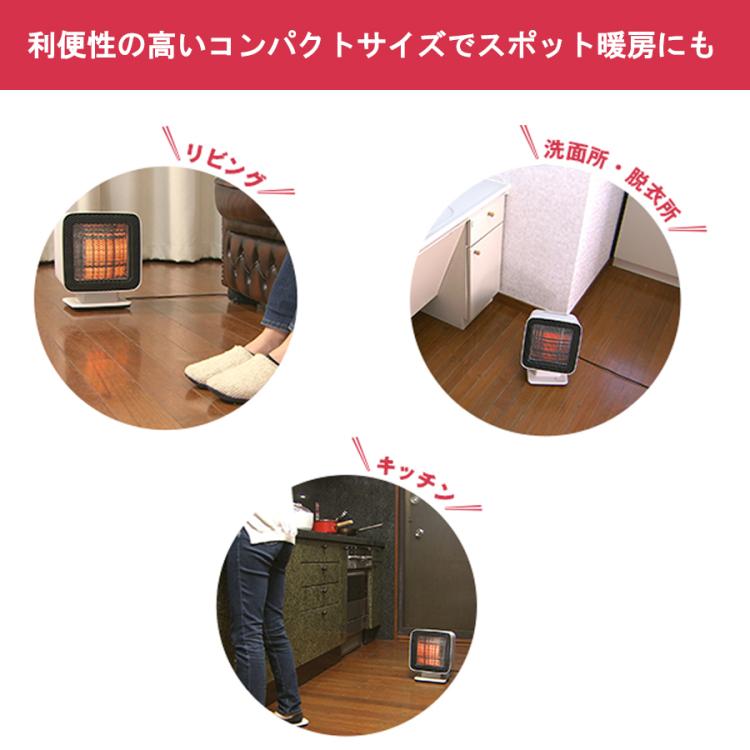
使用頻度が少なかった為、出品します。
暖房機器タイプ: 電気ヒータ
電気ストーブ暖房能力クラス別: 499W以下
#プラマイゼロ
#プラマイゼロ商品の情報
| カテゴリー | 生活家電・空調 > 冷暖房・空調 > 電気ヒーター |
|---|---|
| 商品の状態 | 未使用に近い |

Amazon | ±0 プラスマイナスゼロ 電気ストーブ リフレクトヒーター

プラスマイナスゼロ ±0 リフレクトヒーター XHS-Z310 (ピンクベージュ)

0 プラスマイナスゼロ リフレクトヒーター XHS-Z310 家具のホンダ
±0 プラスマイナスゼロ 電気ストーブ リフレクトヒーター XHS-Z310 選べる豪華特典 : pm0-rh : セレクトショップAQUA・アクア - 通販 - Yahoo!ショッピング

楽天市場】P10倍 電気ストーブ プラスマイナスゼロ ±0 リフレクト

楽天市場】【2大特典付き】ヒーター 足元 オフィス 電気ストーブ 遠
![プラスマイナスゼロ リフレクトヒーター [XHS-Z310] ±0 Reflect Heater](https://gigaplus.makeshop.jp/plywood/kaden4/11137063a.jpg)
プラスマイナスゼロ リフレクトヒーター [XHS-Z310] ±0 Reflect Heater

楽天市場】【2大特典付き】ヒーター 足元 オフィス 電気ストーブ遠

リフレクトヒーター Z310(自動首振り機能付き) - プラスマイナスゼロ

0 プラスマイナスゼロ リフレクトヒーター XHS-Z310

0(プラスマイナスゼロ)リフレクトヒーター 通販 - ディノス

0 プラスマイナスゼロ リフレクトヒーター XHS-Z310 家具のホンダ
【選べる2大特典付】暖房器具 遠赤外線 電気ストーブ 足元 ±0 Reflect Heater XHS-Z310 プラスマイナスゼロ リフレクトヒーター 送料無料 P10倍 : 11137063a : plywood - 通販 - Yahoo!ショッピング
プラスマイナスゼロ 電気ストーブ ±0 リフレクトヒーター Z310 ピンク

リフレクトヒーター プラスマイナスゼロ - luknova.com

0 リフレクトヒーターZ310 【選べる豪華特典】 | セレクトショップ

0>リフレクトヒーターZ310 – カチモ | カチあるモノで価値ある暮らし
![プラスマイナスゼロ リフレクトヒーター [XHS-Z310] ±0 Reflect Heater-plywood](https://gigaplus.makeshop.jp/plywood/kaden4/11137063c.jpg)
プラスマイナスゼロ リフレクトヒーター [XHS-Z310] ±0 Reflect Heater-plywood

±0 プラスマイナスゼロ リフレクトヒーター電気XHS-Z310-PC

0>リフレクトヒーターZ310 – カチモ | カチあるモノで価値ある暮らし
0 リフレクトヒーターZ310 【選べる豪華特典】 | セレクトショップ

Amazon | プラスマイナスゼロ ±0 リフレクトヒーター XHS-Z310 (ピンク

0 リフレクトヒーター Z310 XHS-Z310 - 空調
[ ±0 リフレクトヒーター Z310 ]2大特典 ヒーター 足元 電気ストーブ 遠赤外線 プラマイゼロ 省エネ 電気ヒーター XHS-Z310 プラスマイナスゼロ 首ふり

リフレクトヒーター プラスマイナスゼロ - 空調
特別価格】プラスマイナスゼロ リフレクトヒーター(送料無料) | TBS
![【2大特典付き】ヒーター 足元 オフィス 電気ストーブ 遠赤外線 おしゃれ シンプル プラマイゼロ 省エネ 電気ヒーター 電気 XHS-Z310 プラスマイナスゼロ プラスマイナス コンパクト 首ふり インテリア【送料無料】[ ±0 リフレクトヒーター Z310 ] | インテリアショップ](https://tshop.r10s.jp/roomy/cabinet/sp_page/sp_sl03/pmz2005-jv041-1_a_01.jpg)
【2大特典付き】ヒーター 足元 オフィス 電気ストーブ 遠赤外線 おしゃれ シンプル プラマイゼロ 省エネ 電気ヒーター 電気 XHS-Z310 プラスマイナスゼロ プラスマイナス コンパクト 首ふり インテリア【送料無料】[ ±0 リフレクトヒーター Z310 ] | インテリアショップ

リフレクトヒーター Z310(自動首振り機能付き) | プラスマイナスゼロ

たのめーる】プラスマイナスゼロ リフレクトヒーター Z310(自動首振り

2024年最新】リフレクトヒーター Z310の人気アイテム - メルカリ

0 プラスマイナスゼロ ズースリー リフレクトヒーター ライトグレー

0(プラスマイナスゼロ)リフレクトヒーター 通販 - ディノス

プラマイゼロ☆リフレクトヒーターXHS-Z310 - 空調

0 プラスマイナスゼロ リフレクトヒーター XHS-Z310 家具のホンダ

インテリアショップe-goods / プラスマイナスゼロ リフレクトヒーター

リフレクトヒーターの値段と価格推移は?|11件の売買データから
プラスマイナスゼロ 電気ストーブ ±0 リフレクトヒーター Z310 ピンク
プラマイゼロ リフレクトヒーターXHS-Z310(T)

0 - 美品❤︎プラマイゼロ リフレクトヒーター XHS-Z310-PCの通販 by

0 プラスマイナスゼロ リフレクトヒーター editorial.unju.edu.ar





商品の情報
メルカリ安心への取り組み
お金は事務局に支払われ、評価後に振り込まれます
出品者
スピード発送
この出品者は平均24時間以内に発送しています














